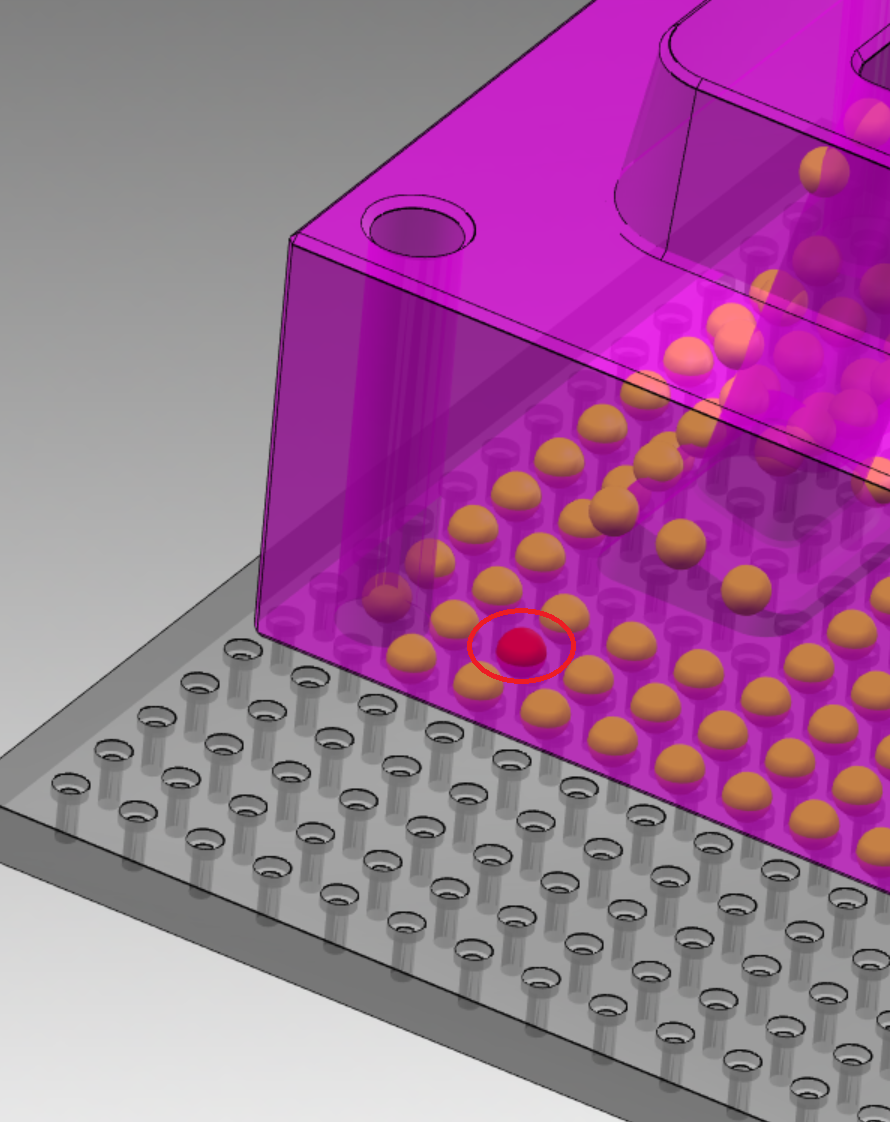
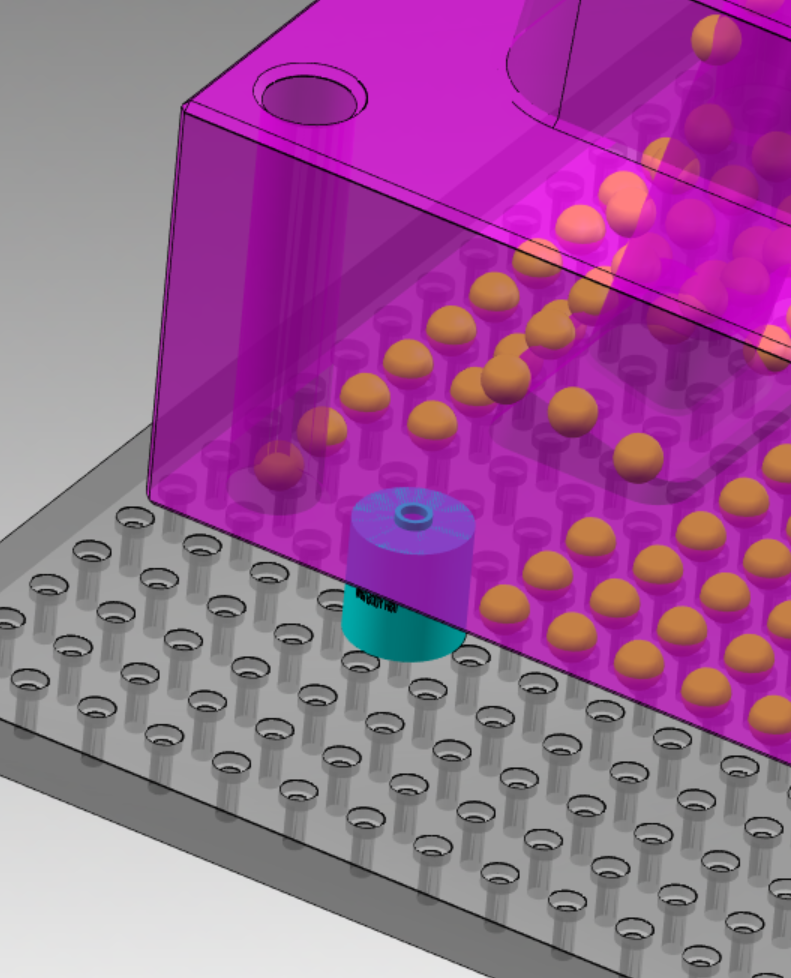
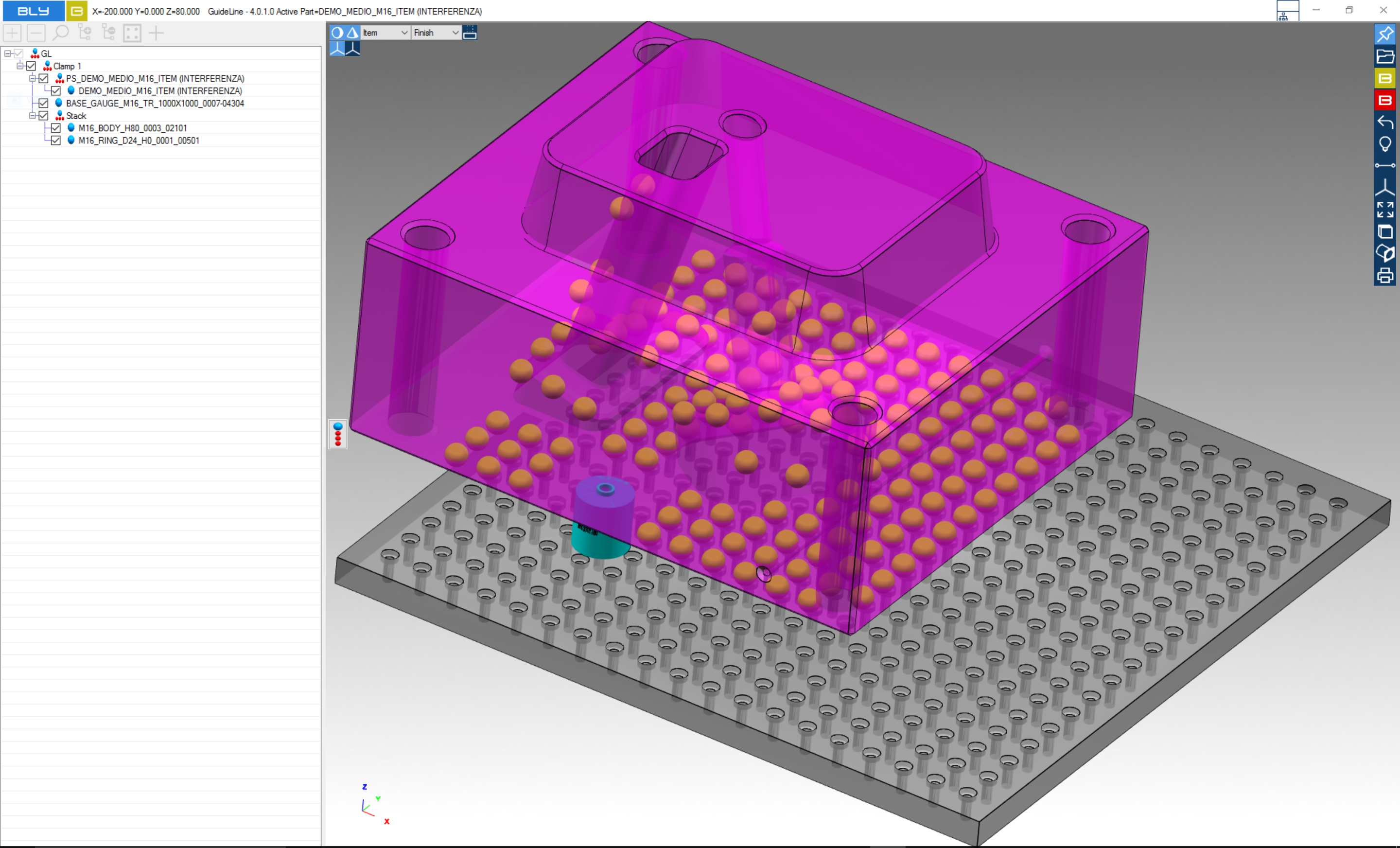
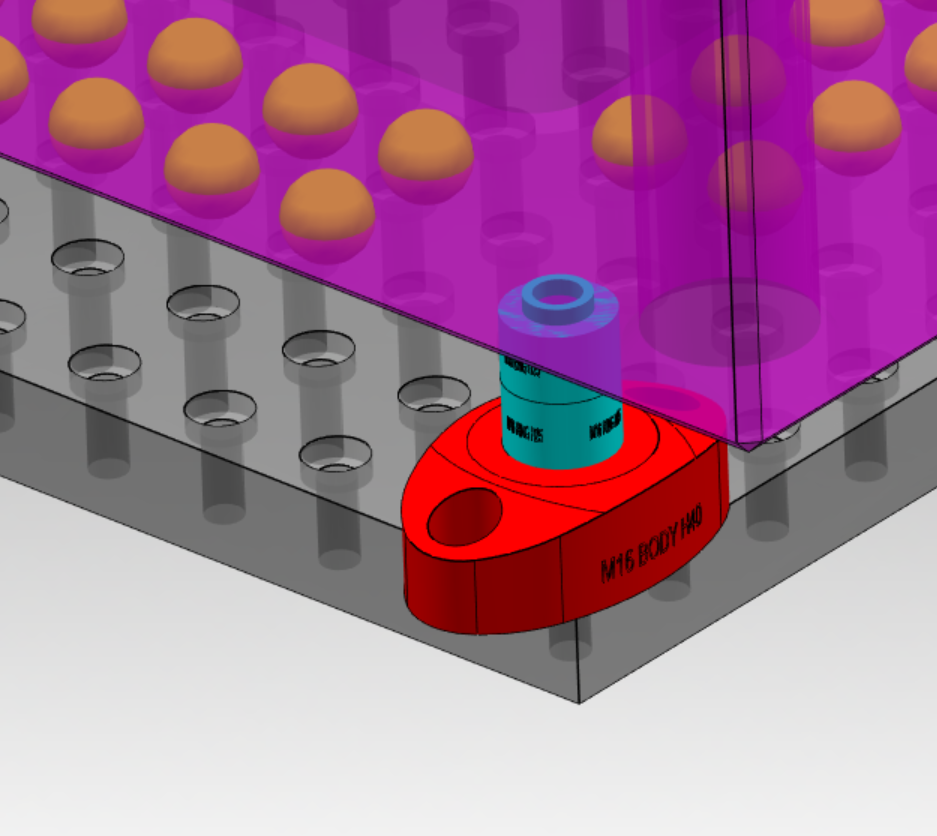
Using bodies "H40" series, it may be defined a postion that left them partially exposed out form the base gauge (see below).
Although not necessarily a mistake, this configuration must be carefully evaluated when designing a clamp, since it can easily lead to machine head or tools crashes: therefore, once a sphere is selected and the stack requires a H40 body, Guideline 4.0 will automatically try to orient it to prevent the situation described.
Should it not be possible, H40 body will be highligthed in red to inform the user.
Seats geometry (tools)
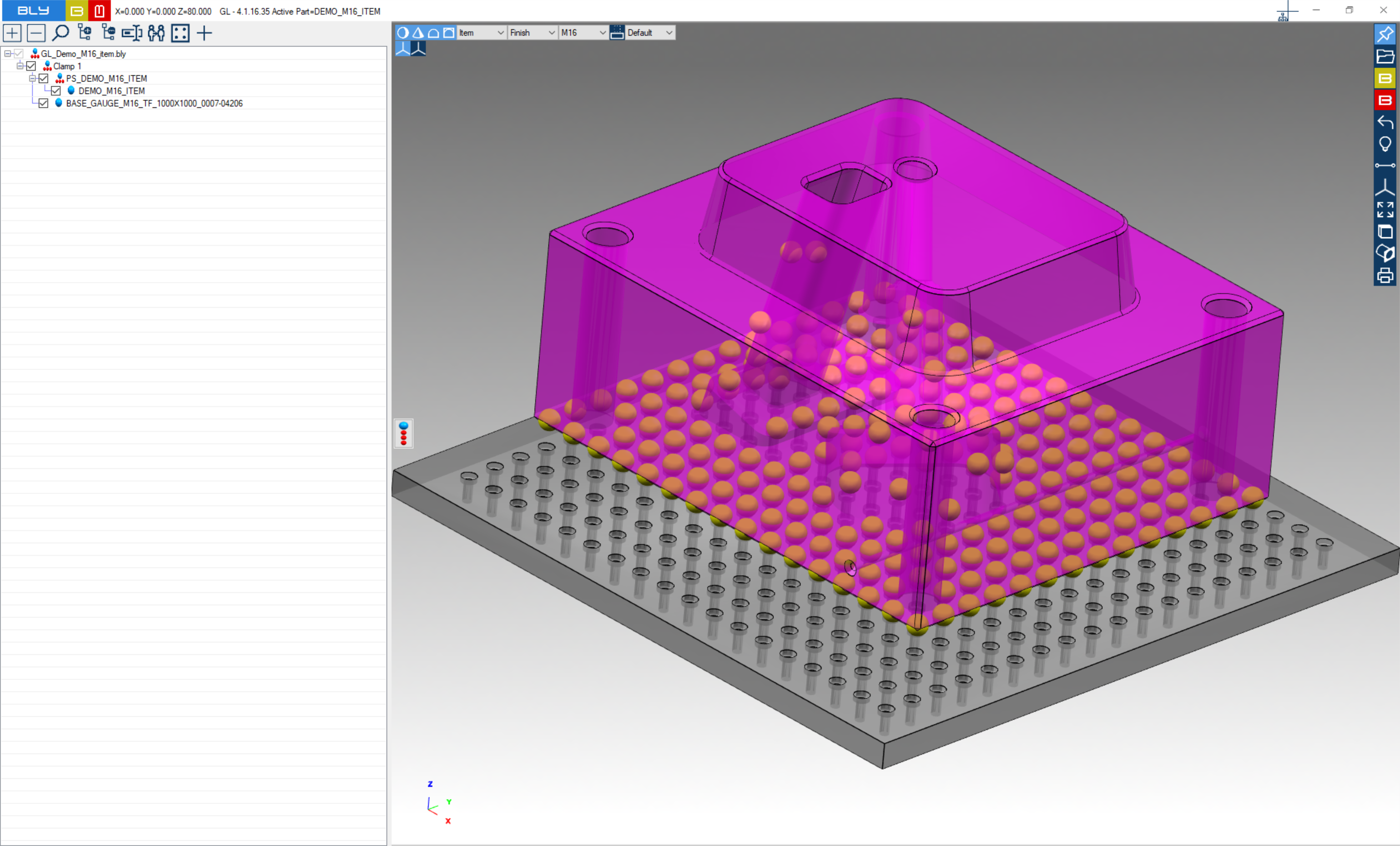
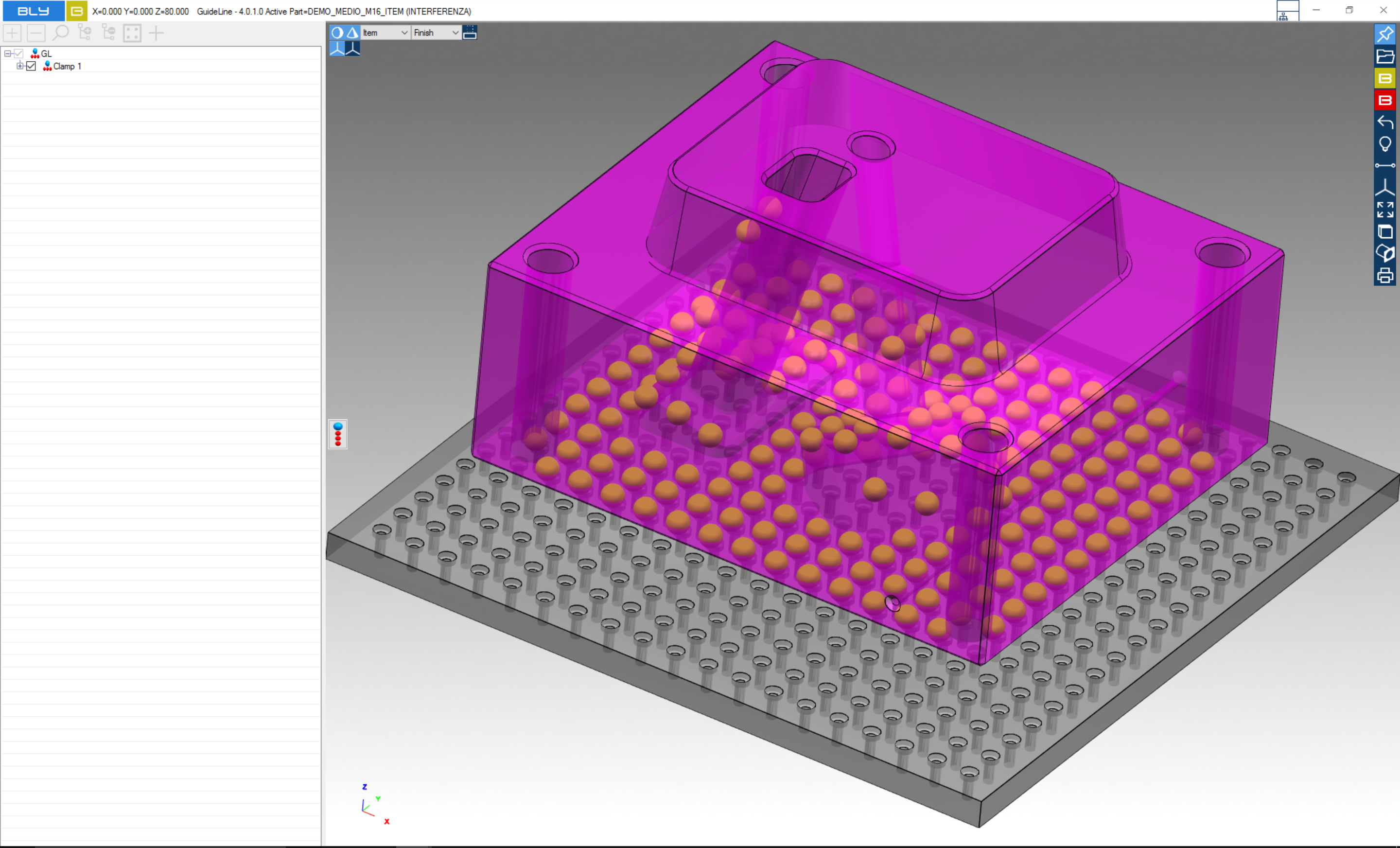
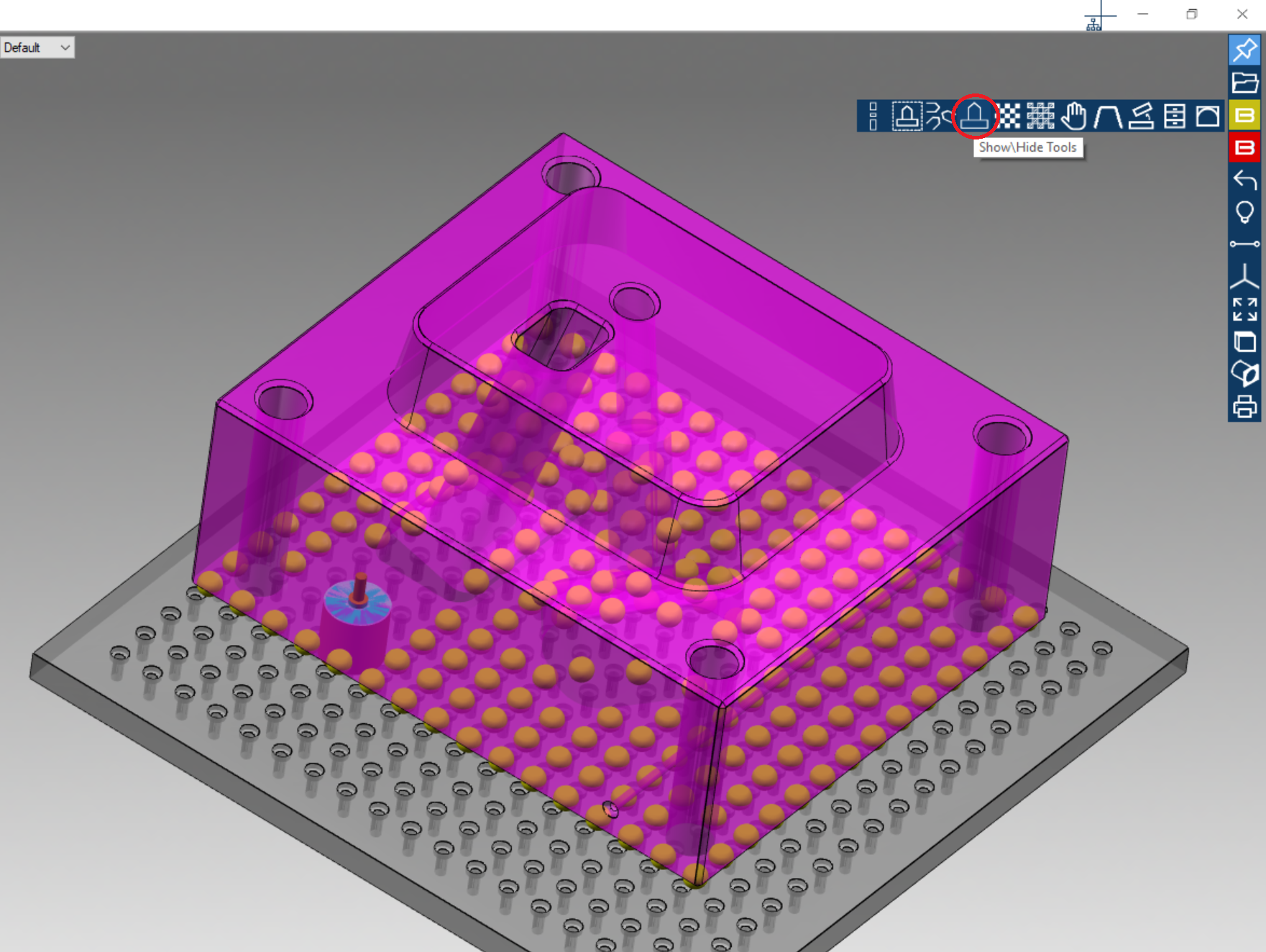
Place a stack means automatically add the geometry of the FCS seats to the 3D model.
The sum of the geometry related to FCS seats (hole, countebore, thread and the spotfaces needed to accomodate the stacks in the job) are called in Guideline "Tools".
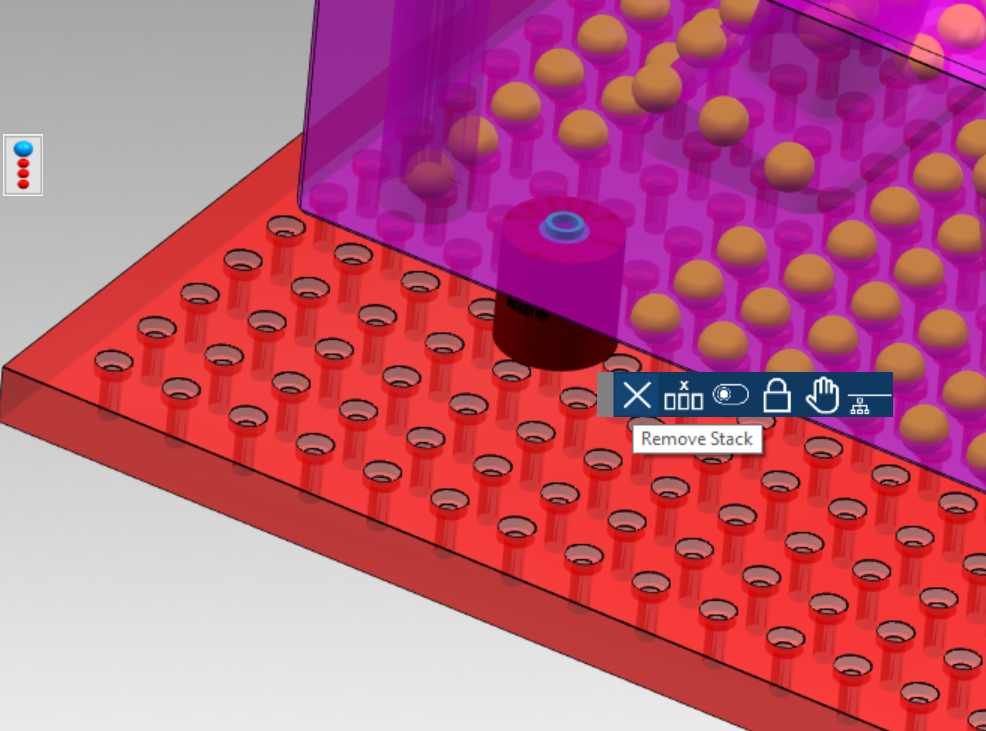
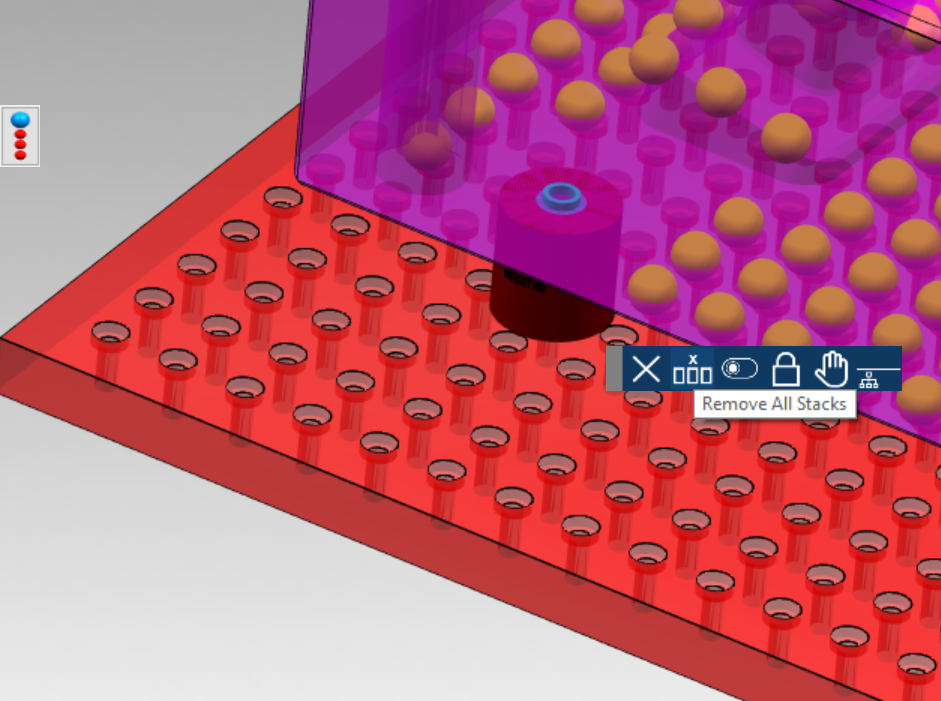
Tools can be displayed pressing "Show/Hide Tools" button.
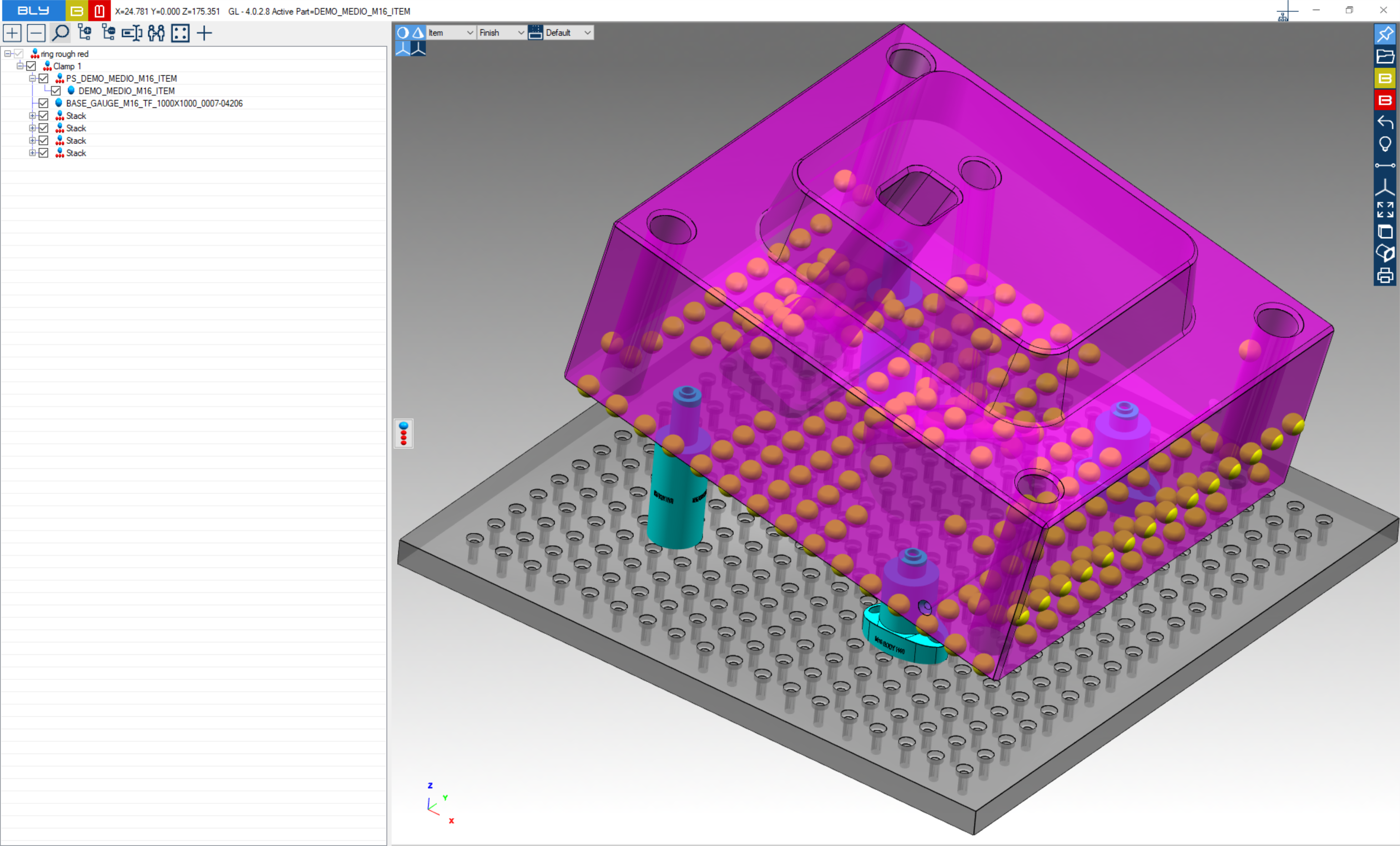
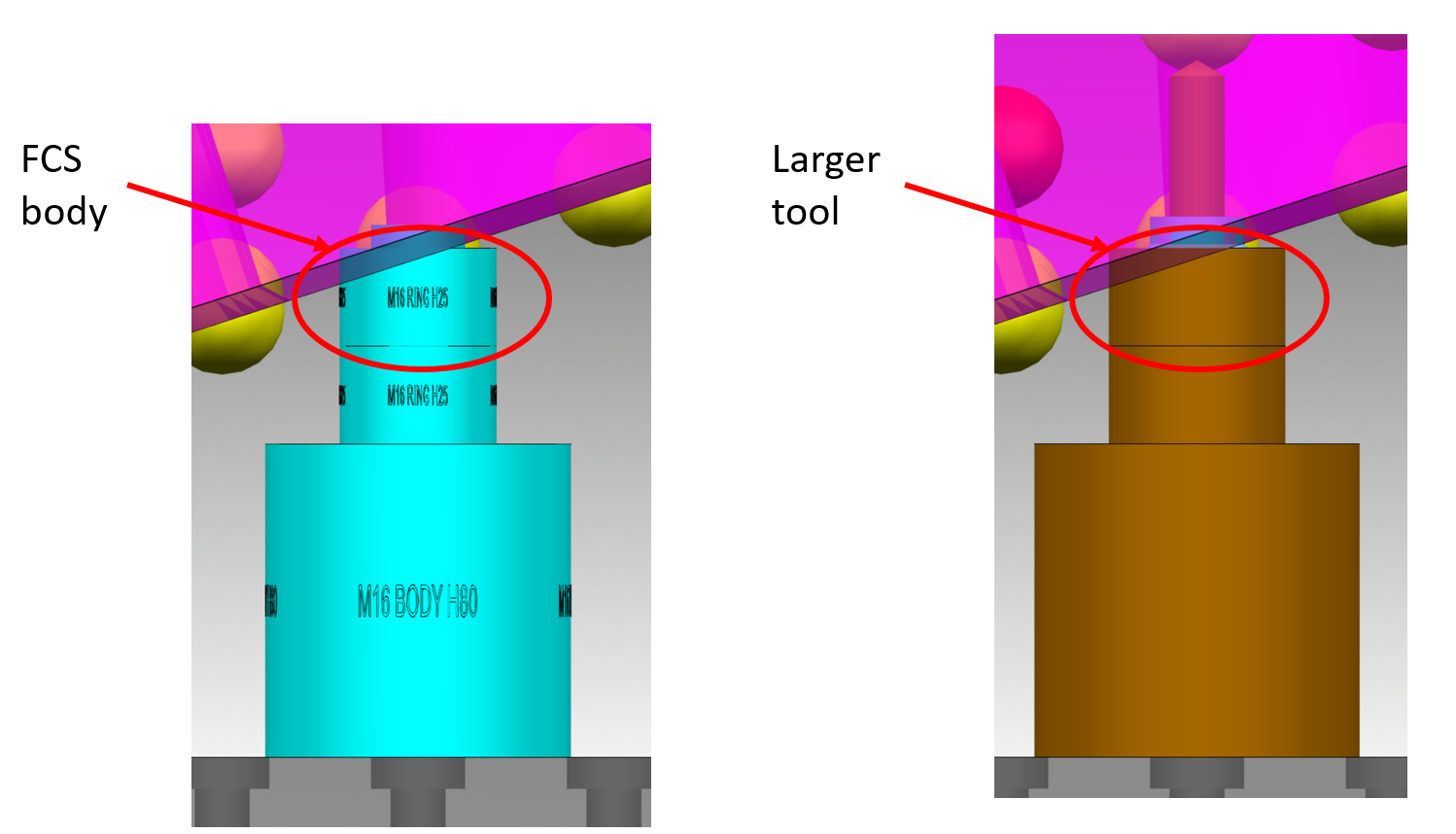
Should the geometry require the stacks penetrate into the job, Guideline provides larger 3D bodies in order to create appropriate spotfaces large enough to accomodate the breils.
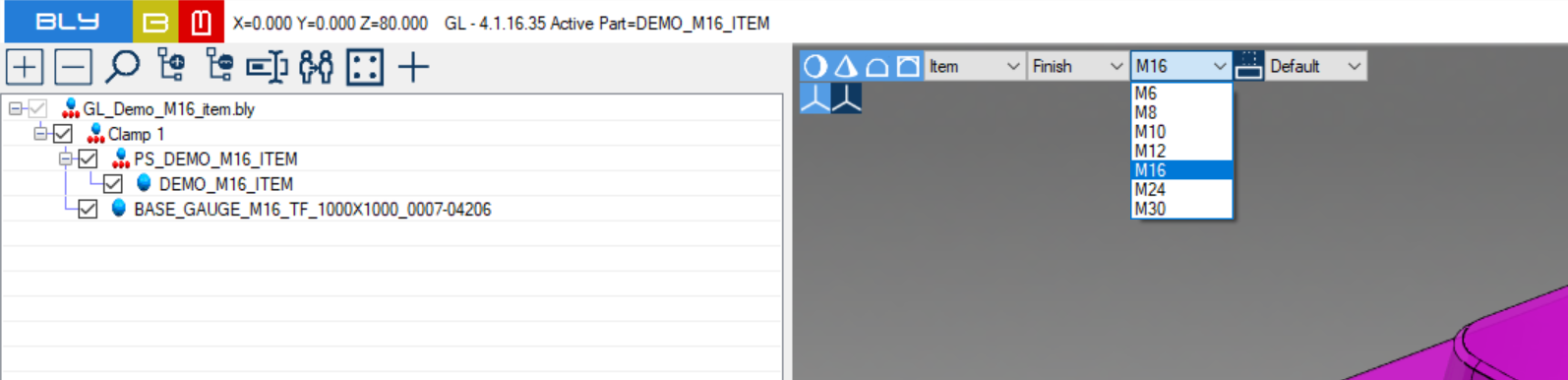
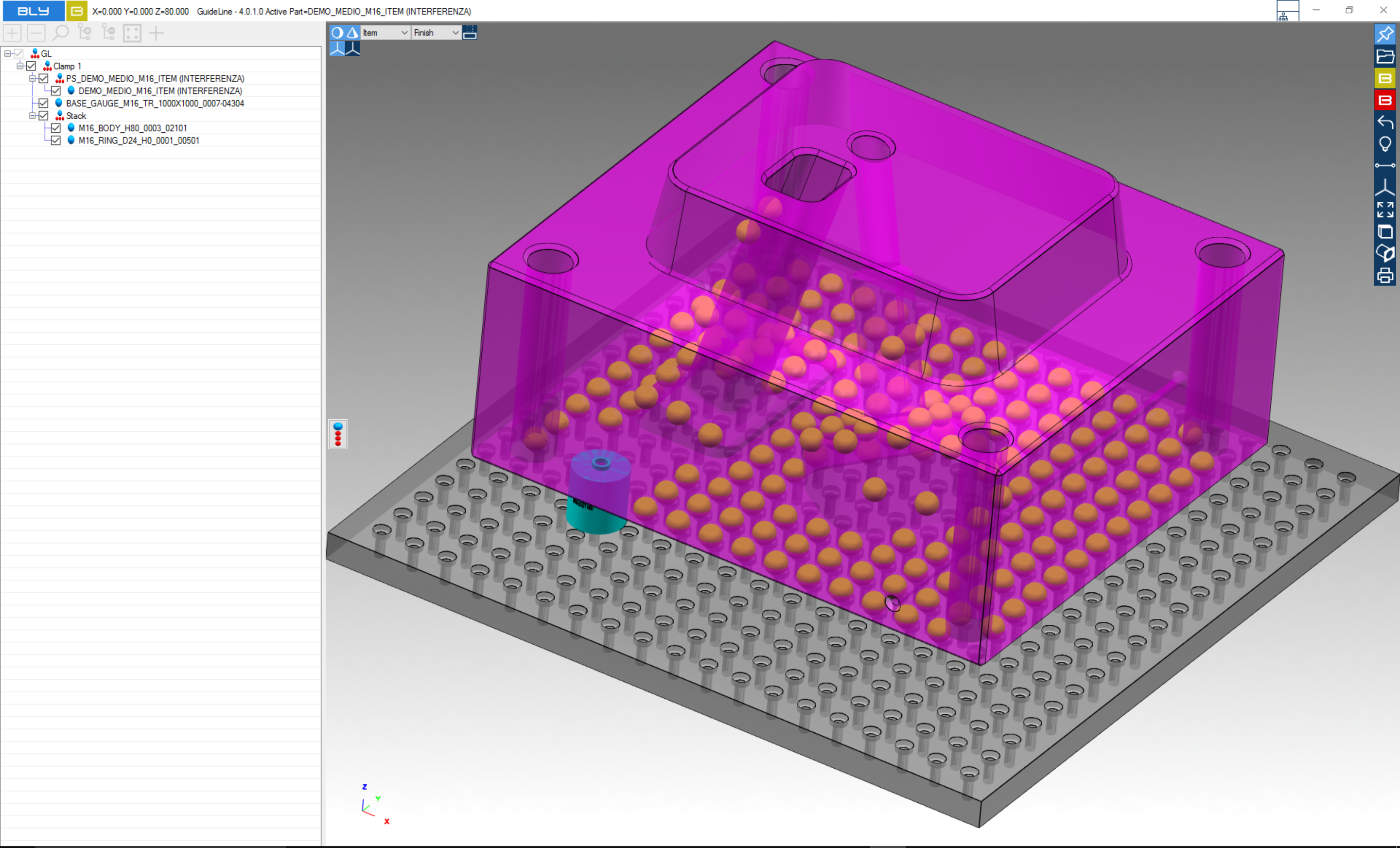
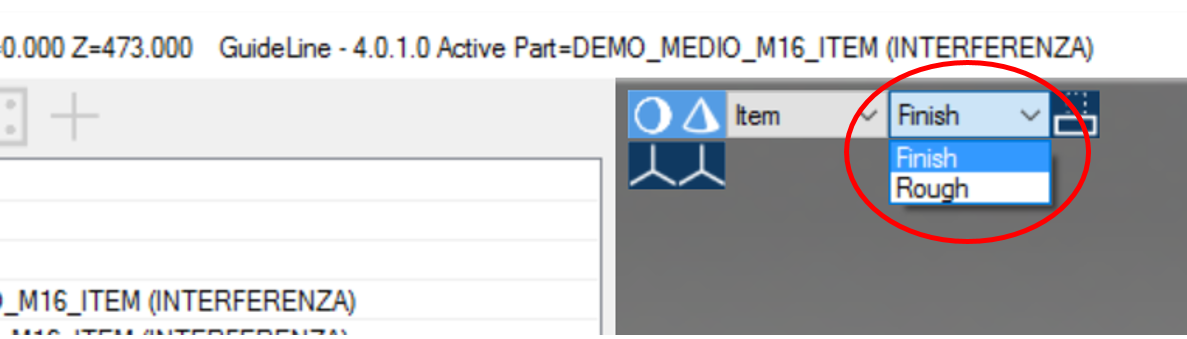
FCS System define two sizes for each ring's dimensional class, Rough and Finish. This allow the compensation of deformations after thermal treatment, being the finishing ring larger than the roughing (i.e. for M16, finishing ring diameter is 24mm against 22mm for the roughing).
Ring size can be selected by the drop-down menu in the picture: stacks will be calculated placing the ring accordingly.